| Главная » Статьи » Статьи |

Эксплуатации отрезных сегментных кругов
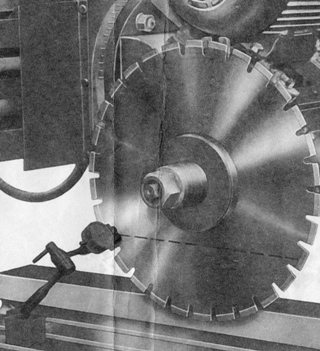
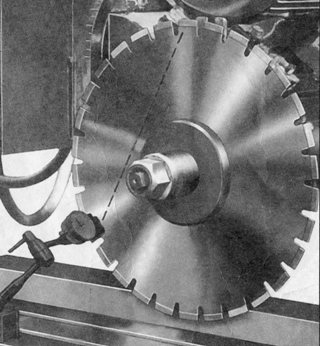
Технические рекомендации по эксплуатации алмазных отрезных сегментных кругов (дисковых пил)  Последовательность проверки дисковых пил • Проверить диаметр посадочного отверстия. Перед установкой дисковой пилы на станок проверяют диаметр посадочного отверстия должен быть равным, либо больше на 0,05 мм. диаметра вала. Если диаметр посадочного отверстия больше указанного выше значения, необходимо использовать переходную втулку нужного диаметра. Если диаметр посадочного отверстия меньше диаметра вала станка, то посадочное отверстие необходимо расточить, соблюдая вышеуказанные требования к размеру посадочного отверстия. Проверку проводить при помощи нутромера либо штангенциркуля с ценой деления 0,05 мм. • Направления вращения Направления вращения дисковой пилы должно соответствовать направлению стрелки нанесенной на корпусе. • Очистка механической части До установки дисковой пилы на станок необходимо очистить станок прижимные фланцы и вал от грязи и ржавчины. • Диаметр фланца Диаметр фланцев оказывает влияние на стабильность работы дисковых пил. При работе с большими продольными подачами желательно использовать большие диаметры фланцев, уменьшая при этом глубину врезания. При любых режимах работы диаметр фланца не должен быть меньше ¼ диаметра дисковой пилы. • Перпендикулярность фланца Проверить перпендикулярность фланца. Величина отклонения от перпендикулярности не должна превышать 0,3 мм. Проверку производить при помощи уровня (рис. 2).В случае отсутствия уровня, проверку отклонения фланца от перпендикулярности можно осуществить при помощи угольника и набора концевых мер (щупов). Рисунок 2. 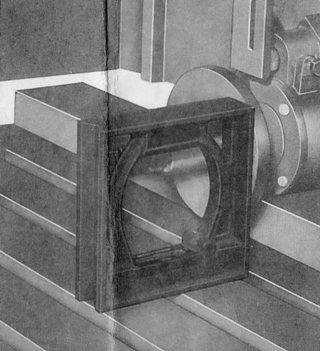 • Торцевое биение фланца Проверить торцевое биение фланца. Проверка производится при помощи магнитной стойки и индикатора часового типа с ценой деления 0,01 мм., для чего необходимо расположить магнитную стойку на столе станка, а ножку индикатора на торце фланца максимально близко к его наружному диаметру. Вращать фланец вручную так, чтобы он сделал полный оборот. Отклонение на циферблате индикатора фиксировать и его значение не должно превышать 0,08 мм. • Радиальное биение Проверить радиальное биение вала. Проверка производится при помощи магнитной стойки и индикатора часового типа с ценой деления 0,01 , для чего необходимо расположить магнитную стойку на столе станка, а ножку индикатора на валу. Вращать вал вручную так, чтобы он сделал полный оборот (рис. 3).Отклонение на циферблате фиксировать и его значение не должно превышать 0,01 мм. Рисунок 3. 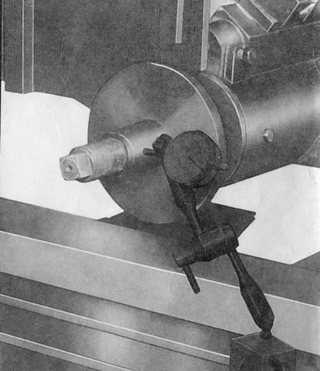 • Торцевое биение корпуса дисковой пилы Проверить торцевое биение корпуса дисковой пилы. Проверка производится при помощи магнитной стойки и индикатора часового типа с ценой деления 0,01 мм, для чего необходимо расположить магнитную стойку на столе станка, а ножку индикатора - на торце корпуса пилы, максимально близко к ее наружному диаметру (рис.4).Вращать корпус пилы так, что бы он сделал полный оборот. Отклонения на циферблате индикатора фиксировать и его значение не должно превышать значений приведенных в табл.1.
рисунок 4. 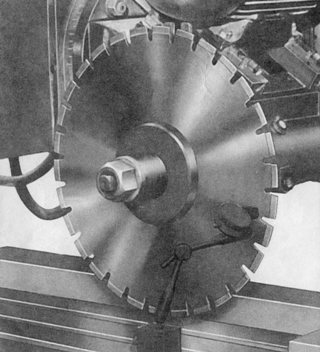 • Отклонение от параллельности Проверить отклонение от параллельности направления движения стола и плоскости установки дисковой пилы. Проверка производится при помощи магнитной стойки и индикатора часового типа с ценой деления 0,01 мм. для чего необходимо расположить магнитную стойку на столе станка ,а ножку индикатора – на торце корпуса пила максимально близко к алмазному слою (алмазный сегмент) (рис. 5).Перемещать стол станка с индикаторной стойкой к противоположной стороне корпуса пилы ниже фланца до алмазного слоя (алмазный сегмент). Отклонение на циферблате индикатора фиксировать. Затем вращать дисковую пилу вручную, пока она не совершит полный оборот (рис.6). Отклонения на циферблате фиксировать. Разница между полученными таким образом измерениями не должна превышать значений указанных в табл.2.
Рисунок5. Рисунок 6. Рекомендации по эксплуатации алмазных отрезных сегментных кругов (дисовых пил) 1.Окружная скорость Окружная скорость VP м/с связана с твердостью и абразивной способностью разрезаемого материала. Правильный выбор окружной скорости – один из основных факторов ,оказывающий влияние на полный средний ресурс работы дисковой пилы и удельную производительность процесса резания. Окружная скорость рассчитывается по формуле: V_p=(π*D*n)/(1000*60) где: V_p - окружная скорость (м/с); D – диаметр дисковой пилы (мм); N – число оборотов шпинделя (об/мин). Рекомендуемые значения окружных скоростей приведены в табл.3.
2. Глубина резания Глубина резания – глубина материала прорезаемая за один проход. Ее величина определяется при помощи линейки. Этот фактор оказывает влияние на мощность резания Рекомендуемые значения глубины резания приведены в табл. 4.
3. Продольная подача Продольная подача – это время, за которое дисковая пила проходит определенный отрезок пути. Определяется путем деления длины резания, замеренного секундомером. Рекомендуемые значения продольной подачи приведены в табл. 5.
4. Скорость резания или удельная производительность Скорость резания Vt (см2/мин) фактор, позволяющий оценит эффективность процесса резания. Она рассчитывается по формуле: Vt = Pt * Av где: Pt – глубина резания ( см ); Av – продольная подача ( см/мин ). Величина удельной производительности при нормальной работе дисковой пилы находится в пределах 250 – 400 см2/мин. 5. Охлаждение Подача обильного потока охлаждающей жидкости (проточной воды) – фактор оказывающий влияние на стабильность процесса резания дисковой пилой. Рекомендуется следующий расход воды: - для дисковых пил Ø 250-500 мм. – 10-15 л/мин; - для дисковых пил Ø 630-1250 мм. – 20-30 л/мин. Отклонения от оптимальной работы дисковых пил • Скалывание углов - несоответствие диаметров фланцев ( см. выше раздел Диаметр фланца); -торцевое биение фланца либо корпуса дисковой пилы больше допустимого ( см. разделы Торцевое биение фланца; Радиальное биение вала; Торцевое биение корпуса дисковой пилы) - отклонение от перпендикулярности фланцев допустимого (см. раздел Перпендикулярность фланца) - отклонение от параллельности больше допустимого ( см. раздел Отклонение от параллельности) - радиальное биение вала больше допустимого ( см. раздел Радиальное биение вала) • Непрямолинейность реза - разрезаемый материал плохо закреплен; - несоответствие диаметров фланцев ( см. выше раздел Диаметр фланца); - деформация корпуса дисковой пилы (необходимость рихтовки); - засаливание алмазного слоя (необходимость вскрытия); - отклоление от параллельности больше допустимого ( см. раздел Отклонение от параллельности) - несоответствие материала корпуса дисковой пилы разрезаемому материалу. • Чрезмерный износ сегментов - разрезаемый материал по своей абразивной способности и твердости не соответствует характеристикам выбранного алмазного инструмента; - окружная скорость занижена (см. табл. 3); -скорость резания завышена (п.4); - радиальное биение вала больше допустимого ( см. раздел Радиальное биение вала); - неадекватный поток охлождающей жидкости (п.5) • Чрезмерный износ сегментов по боковым граням - отклонение от перпендикулярности фланцев больше допустимого (см. раздел Перпендикулярность фланца); - неадекватный поток охлождающей жидкости (п.5); - отклонение от параллельности больше допустимого ( см. раздел Отклонение от параллельности) - торцевое биение фланца либо корпуса дисковой пилы больше допустимого ( см. разделы Торцевое биение фланца; Радиальное биение вала; Торцевое биение корпуса дисковой пилы) • Повышенный шум - окружная скорость завышена (см. табл. 3); - засаливание алмазного слоя (необходимость вскрытия); - деформация корпуса дисковой пилы (необходимость рихтовки). | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Категория: Статьи | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Просмотров: 2719 | Теги: | ||||||||||||||||||||||||||||||||||||||||||||||||||||||